Pick the wrong extruder and you won’t know it immediately you’ll know it six months later, when your scrap rate climbs, your energy bills spike, and your operators are fighting the line every shift.
The choice between a hot feed extruder and a cold feed extruder is one of the most consequential equipment decisions in rubber processing and most manufacturers make it based on price alone. That’s a mistake.
This guide is written for factory owners, production managers, and procurement heads who want the real picture: what each machine actually does, where each one wins, and which one belongs in your plant.
What We See in Real Plants: “We walked into a mid-size automotive profile plant in Pune last year they had a cold feed extruder sitting idle because the operator couldn’t manage compound temperature. They’d bought it because someone told them it was ‘modern.’ Meanwhile, their hot feed line was running three shifts with zero issues. The machine isn’t the problem the mismatch is.” Vikas Industries Field Application Engineer, 14 years in rubber plant commissioning
Why Extruder Selection Is a Production-Critical Decision
The rubber extrusion process converts compounded rubber into continuous profiles, tubes, sheets, and complex cross-sections. Every product that exits your die — a door seal, a hose, a cable jacket, a tread strip — is only as good as the extrusion that shaped it.
The extruder you choose determines:
- Output rate — how many meters or kilograms per hour your line produces
- Dimensional accuracy — whether your profile holds tolerance across a full production run
- Surface finish — smooth or rough extrudate directly affects downstream quality
- Compound integrity — whether heat buildup in the barrel degrades your compound
- Operating cost — energy consumption, labour requirement, and maintenance frequency
Get this right and your extrusion line runs lean. Get it wrong and you’re fighting the machine every single shift.
Understanding the Two Extruder Types — Clearly
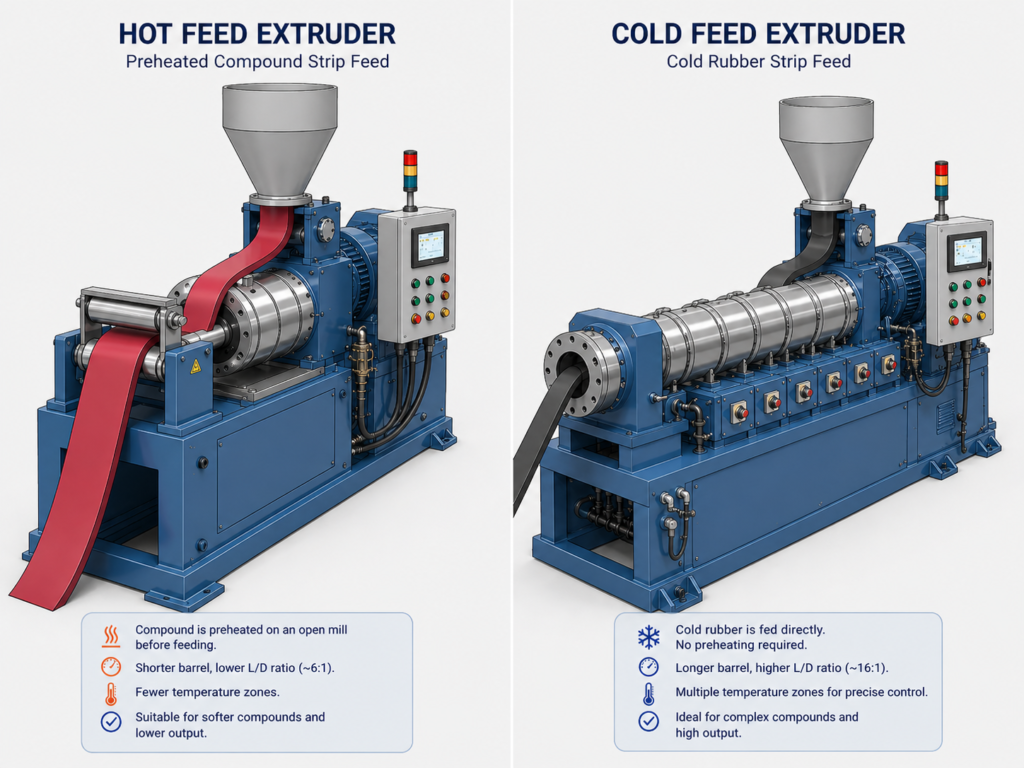
What Is a Hot Feed Extruder?
A hot feed extruder takes pre-warmed rubber compound — typically fed directly from an open mixing mill or calendering line — and pushes it through a die to form the desired profile. The compound enters the barrel already at process temperature, so the extruder’s job is primarily to shape and push, not to heat and plasticize.
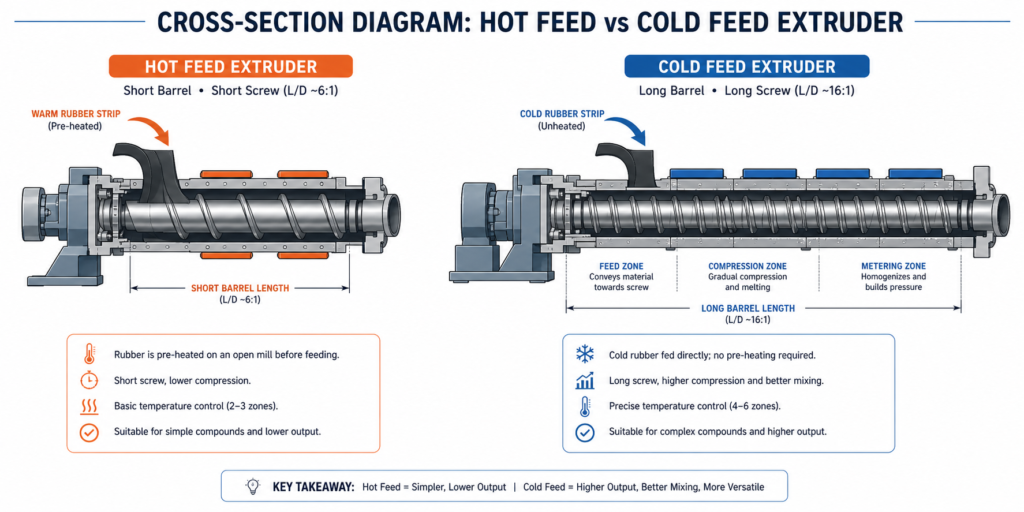
Design: Short screw (L/D ratio typically 4:1 to 8:1), simple barrel, limited mixing action in the screw.
Requires: A warm-up mill upstream to pre-heat and pre-form the compound strip before feeding.
Best suited for:
- Natural rubber (NR) and standard elastomers
- Tread and sidewall extrusion in tyre manufacturing
- High-viscosity compounds that are difficult to process cold
- Plants where an open mill is already in the line
- Simpler profiles where tight dimensional control is not critical
View Vikas Industries Hot Feed Extruder specifications
What Is a Cold Feed Extruder?
A cold feed extruder accepts rubber compound at ambient temperature — no warm-up mill required. The longer, more intensive screw design generates sufficient heat through mechanical shear to plasticize the compound before it reaches the die.
Design: Long screw (L/D ratio typically 12:1 to 20:1), temperature-controlled barrel zones, more complex screw geometry (often with mixing sections).
Requires: Consistent compound strip feeding; good temperature control management.
Best suited for:
- EPDM, NBR, silicone, and engineered elastomers
- Automotive seals, hoses, weatherstripping, cable insulation
- High-volume, continuous production lines
- Applications requiring tight dimensional tolerances
- Plants aiming to eliminate upstream warm-up mills
View Vikas Industries Cold Feed Extruder specifications
Research on screw design in rubber extruders confirms that screw geometry and L/D ratio are the primary variables controlling output consistency and compound temperature in cold feed extrusion — making screw specification one of the most critical decisions when commissioning a cold feed line.
Head-to-Head Comparison — What Actually Matters on the Line
| Parameter | Hot Feed Extruder | Cold Feed Extruder |
|---|---|---|
| Feed Condition | Pre-warmed compound (from mill) | Cold compound at room temp |
| Screw L/D Ratio | 4:1 to 8:1 | 12:1 to 20:1 |
| Upstream Equipment | Warm-up mill required | No warm-up mill needed |
| Output Rate | Moderate | High |
| Dimensional Accuracy | Good | Excellent |
| Temperature Control | Lower precision | High precision (zoned) |
| Compound Heat Buildup | Lower risk | Managed via screw design |
| Operator Skill Required | Moderate | Higher |
| Energy Consumption | Higher (mill + extruder) | Lower (single machine) |
| Capital Investment | Lower | Higher |
| Best Elastomers | NR, SBR, CR | EPDM, NBR, Silicone, FKM |
| Maintenance Complexity | Simple | Moderate |
Key Benefits — Where Each Machine Earns Its Place
Why Hot Feed Extruder Still Has a Strong Case
- Lower machine cost — capital expenditure is significantly lower per unit
- Simpler operation — less complex screw geometry, easier for skilled operators to manage
- Proven for natural rubber — NR and high-viscosity compounds process better with pre-warming
- Faster die changes — simpler barrel design allows quicker product changeovers
- Integrated line advantage — if you already have a mixing mill, feed directly into the extruder with no added capital
- Lower maintenance cost — fewer barrel zones, simpler screw design, less wear
Why Cold Feed Extruder Wins for Modern Production Lines
- No warm-up mill needed — eliminates one entire machine, one set of operators, and one energy load
- Tighter dimensional control — longer screw provides more homogeneous melt, better die pressure consistency
- Higher output at lower cost per kg — energy efficiency improves significantly at scale
- Cleaner line layout — single machine footprint vs mill + extruder combination
- Better for synthetic elastomers — EPDM, NBR, silicone, fluoroelastomers perform best in cold feed
- Modern automation compatibility — easier to integrate with PLC controls and Industry 4.0 monitoring
Real Industry Applications — Field-Tested Recommendations
Choose a Hot Feed Extruder when:
- You produce tyre tread strips, sidewalls, or chafer compounds
- Your line already has an open mixing mill and you want to leverage it
- You compound with natural rubber or high-viscosity blends
- You’re running a medium-scale plant with experienced operators
- Budget is a primary constraint and ROI timeline is short
Choose a Cold Feed Extruder when:
- You manufacture automotive door seals, window seals, or weatherstripping
- You produce EPDM roofing strips, NBR oil seals, or silicone profiles
- You’re building a new greenfield extrusion line and want to minimize footprint
- Your product requires tight dimensional tolerance (±0.1mm profiles)
- You need to run multiple shifts with minimal operator intervention
- You process engineering elastomers — NBR, HNBR, FKM, silicone
Run both when:
- You have a tyre or large-profile rubber plant with diverse compound types
- Different product lines demand different thermal processing profiles
- You want a hot feed line for development and a cold feed line for production

How Vikas Industries Solves This — Engineered for Your Line
At Vikas Industries, we’ve supplied and commissioned rubber extruder lines across India and export markets — from small profile plants to large tyre component manufacturers. We’ve seen firsthand how the wrong extruder choice creates downstream problems that no operator skill or die modification can fix.
That’s why our approach is always application-first: we understand your compound, your product geometry, your output target, and your existing line layout before recommending a machine configuration.
Our extruder range includes:
- Hot Feed Extruder — Robust single-screw design, jacketed barrel, multiple die head options, suitable for NR/SBR/CR compounds, available in screw diameters from 45mm to 250mm
- Cold Feed Extruder — Long L/D screw with precision-machined flights, multi-zone temperature control, PLC-compatible, suitable for EPDM/NBR/Silicone/FKM, available in 45mm to 200mm screw diameter
- Rubber Mixing Mill — For compound preparation upstream of hot feed lines; also available as a standalone open mill
- Dispersion Kneader — For high-quality compound preparation feeding directly into cold feed extrusion lines
- Rubber Hydraulic Press — Vulcanization of extruded profiles and finished rubber products
- Rubber Bale Cutter — Efficient raw material preparation for both extrusion lines
Every machine is built for Indian operating conditions — designed to handle voltage variation, high ambient temperatures, and the realities of three-shift manufacturing. And our after-sales support covers spare parts, screw refurbishment, and line re-commissioning.
Explore our full rubber machinery range
Also see: our complete guide to rubber mixing mill selection for upstream compound preparation.
Future Trends — Where Rubber Extrusion Is Heading
Forward-looking manufacturers are already adapting to these shifts:
1. Cold Feed Adoption Is Accelerating As Indian rubber manufacturers move up the value chain supplying Tier 1 automotive, aerospace, and medical the dimensional precision demands of cold feed are becoming non-negotiable. Hot feed lines are being retained for tyre and high-volume commodity profiles, while cold feed handles technical profiles.
2. PLC and Recipe-Based Extrusion Plants are moving away from operator-dependent line management toward programmable extrusion cycles stored recipes for each product, automated temperature ramping, and output monitoring via HMI screens. Cold feed extruders with PLC integration are at the center of this shift.
3. Screw Wear Monitoring Progressive manufacturers are tracking screw wear rates and scheduling proactive refurbishment avoiding the output degradation and dimensional drift that comes from running worn screws.
4. Energy Cost Pressure With electricity costs rising across Indian manufacturing states, the combined energy load of a warm-up mill plus hot feed extruder is being re-evaluated. For plants running two or more extrusion lines, the switch to cold feed can generate measurable annual savings.
Expert insight: If you’re planning a new extrusion line today, the default starting point should be cold feed unless your compound or product type specifically demands hot feed processing. Build your line for the next decade, not just the next order.
Conclusion — The Right Extruder Is the One That Fits Your Compound, Not Your Budget
The hot feed vs cold feed extruder debate isn’t about which technology is superior. It’s about matching the machine to the compound, the product, and the production scale.
- High-viscosity NR compounds, tyre profiles, or existing mill lines? Hot feed is your fit.
- EPDM/NBR/silicone, automotive profiles, or high-volume continuous lines? Cold feed is the investment that pays back.
- Scaling a full rubber processing line from compounding to extrusion? You need both — and a manufacturer who can supply and commission the entire line.
Don’t make this decision based on brochures. Make it based on your compound data, your product tolerance requirements, and your 5-year production plan.
Get Expert Guidance Before You Spec Your Extruder
Vikas Industries has helped manufacturers across India and global markets configure, install, and commission rubber extrusion lines that perform.
Before you finalize your extruder specification, talk to our technical team. We’ll review your compound type, product profile, and output requirements — and give you a clear recommendation with no guesswork.
🔵 Request a Free Technical Consultation
🔵 Explore Our Hot Feed & Cold Feed Extruder Range
📞 Call us or send your enquiry — our engineers will respond within 24 hours with a line configuration recommendation tailored to your production requirements.